
Building a 3D printer is easy. Getting the details right to build a great 3D printer is hard, as this is where most companies fail. Why?
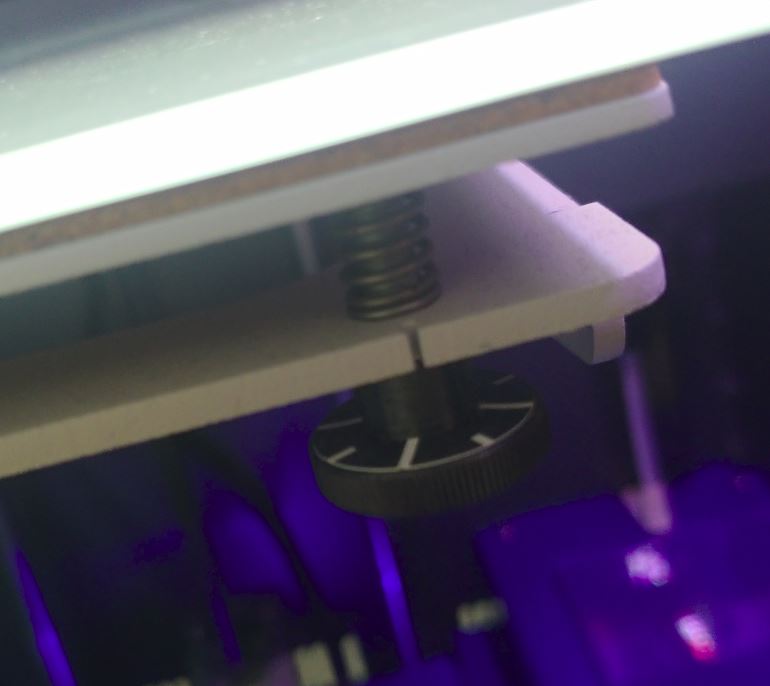
For example, on this printer, the bed is a three-point mount (two wheels for adjustment at the front of the printbed) and the printer’s bed levelling dialogue doesn’t show the height difference that needs to be adjusted (which most 3D printers do). It does show how much it needs to be turned, and the bed levelling wheels have 1/8th turn indicators, making it easy to get it perfect.
In short, instead of an arbitrary number like 0.3mm that has no meaning to the user, they tell the user to turn this knob 1/4 of a turn. An instruction the user can follow.
** Why is this so outstanding? It doesn’t cost much, but it improves the user experience. Are companies blind to these improvements because the engineers are experienced, or is there a lack of testing during development?**
By the way, years ago I did such a fix/modification myself on a Tronxy XY2 pro by adding indicators on the wheel for 0.2mm height difference so I could convert the number to rotation: https://www.printables.com/model/301670-replacement-bed-leveling-wheel
I would never use a 3D printer without auto bed leveling ever again. It’s not expensive to build it into your printer. Every major printer manufacturer has some version of this feature by now. Knobs and manual bed leveling is a thing of the past.
You should still have a roughly level bed, even with abl. It’s not meant to make up for a massively skewed bed, is and that will affect print quality if you ignore it.
I prefer a fully rigid mounted bed without these cursed springs. It either gets leveled once with shims, it the printer can adjust it’s x-y-plane to be coplanar with the bed (or adjust the whole bed to the x-y-plane). And yes it might need abl to compensate for thermal expansion, but not for small enough printers for example.
+1 on shim levelled bed. At least with a klicky probe and skew calibration which I already had before shimming, the supposed heat warpage related issues have not shown up for me. Maybe its more noticeable on different mounting methods.
I would never use a printer without z-tilt adjust as well. The bed is trammed using motors automatically and then the bed mesh just accounts for surface flatness.
Imagine not having issues with bed leveling at all. Not bent bed or gantry! ABL not needed! Hehe
Me until I got a P1S. I can now print entire single layer sheets of PLA at 256x256mm ❤️
It’s extremely expensive to produce things with tight tolerances. Cheap 3D printers have gotten away with it by making things “good enough”. Which why you got this the other way around;
In short, instead of an arbitrary number like 0.3mm that has no meaning to the user, they tell the user to turn this knob 1/4 of a turn. An instruction the user can follow.
0.3mm is easy to measure with the right tool like digital indicator. On the other hand, quarter turn on a knob might adjust 0.3mm on one bolt, but 0.5mm on another.
Also as mentioned, ABL, cheap and can be DIYed. Cheap / printed parts can warped over time, bolts can shaken loose, etc. ABL just put these out of the equation.
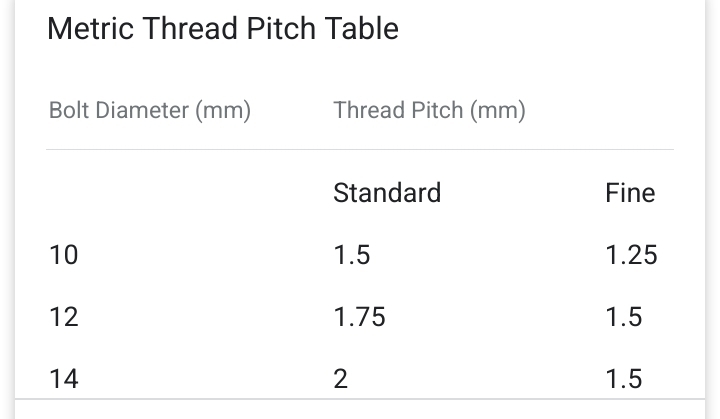
I largely agree with what you’re saying, but was surprised to see that you called out that much variation in thread pitch. I would absolutely expect a lot of variation in the ability to measure z - especially since most printers rely on microstepping here. Thread pitch on the other hand is generally way more consistent. I am not a machinist, but it would be interesting if one chimes in. I don’t know what to ask Google to get some data here, but I strongly suspect there’s a term to use.
- If micro stepping varies that much then FDM printers (and CNC machines) wouldn’t have worked so well. Also, you can tune the micro steps, if you need 410 steps to move exactly 10mm instead of the default 400, just change it. (I just pull a random number btw, it’s been at least 5 years since I touched my Marlin firmware)
- If you’re familiar with coffee grinders, they’re basically using thread to adjust distance between 2 burrs. Even there (mid to upper-mid range ones) can’t guarantee the same grind size on the same setting for different unit of the same model, eg. setting 11 on grinder A will have slightly different result compared to another unit of grinder A on setting 11. Can it be done? Yes, one example is Commandante, that is a $300 hand grinder.
Tight tolerances will exponentially skyrocket production cost, period.
If you’re familiar with coffee grinders, they’re basically using thread to adjust distance between 2 burrs. Even there (mid to upper-mid range ones) can’t guarantee the same grind size on the same setting for different unit of the same model
While the coffee grinder example is true, this is not at all due to tolerances in the thread pitch used to adjust the distance.
This is because of the tolerances on the burrs themselves and the sideways alignment varies too much, and why it’s better on more expensive models.
Threads are controlled to a fairly tight ISO standard, which can be done very cheaply because of the simple helix shape and ridiculously large quantities.
Burrs on the other hand are much more complex shapes, in much lower quantities, which is why tight tolerances are expensive on coffee grinder burrs and not on simple thread pitches on standard bolts.
Even in millimeters, there’s a wide range in standard thread pitches. 1mm thread pitch in most common screw sizes is generally available, sure, but don’t always fit the “cheapest sufficient part” criteria.
EDIT: Dudes, the standard pitches between various sizes of metric screws does vary. This isn’t in reference to variations within a batch or whatever other garbage take 4 people apparently came up with, its just a fact.
 versus:
versus:

Good lord, I could machine you a set on my lathe, easilly, but its not necessary. Just get you a tap & die:

Where am I getting the idea that these manufacturers don’t think like this and just buy the cheapest crap they can find readilly available? My siblings in christ(or whatever), how do you think we came to be on this subject? Machines are getting put out with components where the pitches are all over the place in locations where it would make more sense to match them up.
Screws of the same pitch will generally be pretty consistent regarding their specified pitch. Unless the manufacturer is randomly grabbing screws, and their matching nuts, from a mixed bin there shouldn’t be much variation.
I didn’t say anything about variation between two screws of the same pitch. There are various pitches for each length/diameter of screw on the market, and some are more common than others.
I didn’t say anything about variation between two screws of the same pitch
But this is what everyone else is talking about, because that’s what matters in this case. The manufacturer knows exactly what type of thread they used, and the variances within that type are really small, so they can easily tell how many mm of vertical movement 1/8 of a turn is with high consistency.
No, we were all talking about how they use screws of different pitches, as standard pitches vary with diameter, when they could and arguably should use screws of matched pitches. Some moron read my comment on that last bit as a complaint about variations within a batch of screws of a specific pitch, and other morons ran with it.
If you believe I missed the point that screws of the same pitch, regardless of diameter, would move nuts axially(not just “vertically”, but in the orientation of the screw itself) the same distance with the same turn incriments, then you have no idea what I was saying or can’t be bothered to actually read it.
Imagine me, machining screws on a lathe, as I do, without understanding that its the consistency of the feed screw(or die if using that method) on my lathe that makes it possible. Or that I could switch my SAE feed screw with a metric one to make producing metric screws easier. Or that I could add a 127/100tooth change gear into the mix instead.
Right, I’m the ignorant one here. Machine Fabrication … its literally in my username, but no, misunderstanding/misreading my comments and throwing garbled versions of them at me because others have done so is more important than understanding the topic at hand.
How much do you need to turn the knob for 0.3mm? Most people don’t know the answer so they make a guess which is likley wrong.
If the firmware converts 0.3mm to 1/2 rotation it is clear what they should do. This particular printer probs itself after the adjustments and if it isn’t right it shows once more the dialog/instruction with the adjusted rotation value. After 2 rounds, you would already have accounted for the manufacturing tolerances.
This process can be ontop of ABL and z-offset dialog (eyeball it with a shim, testprint, tell the printer which looked the best, the firmware knows what z-offset was each of the 5 prints/lines).
You are looking for Design Affordances. Objects or symbols that indicate how you can interact with the object.
Companies usually hire trained Industrial Designers for this stuff. It’s why Apple and other companies like it are so popular (and pricey). Industrial Designers cost money and a lot of these printer manufacturers consider it an extra cost since these are subtle things when compared to the manufacturing and mechanical design of the printer.
Plus printer manufacturers target a completely different market Right now 3D printing is more of a specialized hobby that you are required to tinker with
a lot of these printer manufacturers consider it an extra cost since these are subtle things when compared to the manufacturing and mechanical design of the printer.
If there would be a $150 Ender 3 and a $200 one with identical hardware but perfect usability for beginners. I expect more people would buy the expensive machine compared to releasing a noname Ender 3 clone which tries to beat this hypothetical $150 price point.
An example would be the AnkerMake M5 and BambuLab lineup.
Yes but that wouldn’t make sense for Ender anyways. They’d still have to hire an Industrial Designer and other related professionals to take the existing design and improve the user experience. As another user commented, printers aren’t targeted for mass market so the considerations for a mass market (well defined affordances, ease of use) won’t be considered.
My printer doesn’t tell me shit about how much it needs to be adjusted. The level routine is to move the head the 3 corners put a piece of paper under the nozzle and loosen the leveling screw until it is lightly touching. I made a mount to use a dial indicator but it really just made the process take longer.
I always had terrible luck with that. I’ve just resorted to printing large squares and adjusting until the square sticks the way I want.
I use a 10-year old e3d sticker, I set the nozzle so that the sticker’s back can easily slide underneath, but when it reaches the actual sticker it doesn’t fit. Works great.
I’ve made myself a gcode file that is just several tracks of skirt going around the bed several times. Works like a charm for leveling for me, and it’s fun to peel off after the nozzle.
I gave up and bought auto leveling I’d spend so much time leveling that I’d just give up and not print anything
Building a 3D printer is easy. Getting the details right to build a great 3D printer is hard, as this is where most companies fail. Why?
Because 3d printers are becoming cheap commodities. Those little details cost money and most manufacturers aren’t willing to take the profit hit to do anything more than the bare minimum. It’s only ever going to get worse at the lower end of the cost spectrum and while higher end printers may get somewhat cheaper, most people won’t be able to afford that level of care. The majority of consumer level devices will continue to be just good enough to not get returned but always lacking in fit and finish.
Sadly it is not limited to cheap printer. Check out Thomas Sandlander on the Dagoma: https://www.youtube.com/watch?v=Zys1ZoyvLU8
While this printer is an extreme example other “pro”/expesnive printer have similar issues.
Here is an alternative Piped link(s):
https://www.piped.video/watch?v=Zys1ZoyvLU8
Piped is a privacy-respecting open-source alternative frontend to YouTube.
I’m open-source; check me out at GitHub.
Ever since I got a K1C it’s made me realize how much time I wasted learning how to build and setup an Ender 3. I’ll never fuck with anything lesser ever again and the price difference isn’t substantial enough to warrant recommending a budget printer, ever.
I get a perfect print, every time.
My best tip for anyone using manual level knobs like these is to remove them full and replace the nut inside with a nylon lock nut. It will be a little bit harder to get back on but once it’s on, you’ll be able to turn it normally, albeit with a little more resistance. The lock nuts will allow you to go MUCH longer between leveling the bed. I maybe relevel the bed on my printer 2-3 times a year and it’s only a minor tweak to get it back to level.
Snapmaker J1s tells you which way to turn when you do the calibration steps, then measures how far you need to turn.
Shows a little bar and you have to get it in between. Feels like a real life quicktime event, lol.
Would you recommend buying the J1?
Screws with a left hand thread would be much appreciated, they would make the bed levelling process more intuitive.
I would absolutely hate this. Screws that function opposite of how you expect 99% of screws to work wouldn’t make it more intuitive for me.
I have seen on some budget printers a label with which direction is up and down so that’s a starting point. Also a lot of prints out there to add this information to the bed leveling wheel.



{kind=link}