
UPDATE:
Never before have I seen an entire maker community go “WTF are you doing you MANIAC! Just frigging buy it instead”. I’m impressed :-) Normally I have to solicit such a strong response, this was pure ignorance.
I don’t know whether we’ll go forward with the 3d-printing part of this project anymore. If we do, I do hear you on the PETG, and it’s not out of the running anymore. I may take the project on in a much smaller scale, on my own dime, so I can still try out some exotic materials (ie not pla).
In response to the cost per wand. I’ve found mailbox red TPU72d from kungfuflex for about 43USD per kg. I made a mock-up of the wand with 2mm walls, and at 220mm length it comes out to about 54g per wand. That’s about 2.5USD - if nothing goes wrong and I don’t waste a spool by printing unattended.
I think there’s still something to be said about being able to form the wand to fit snug on the specific flashlight. Maybe the solution will be purchasing wand attachments and making an adapter for them.
ORIGINAL POST:
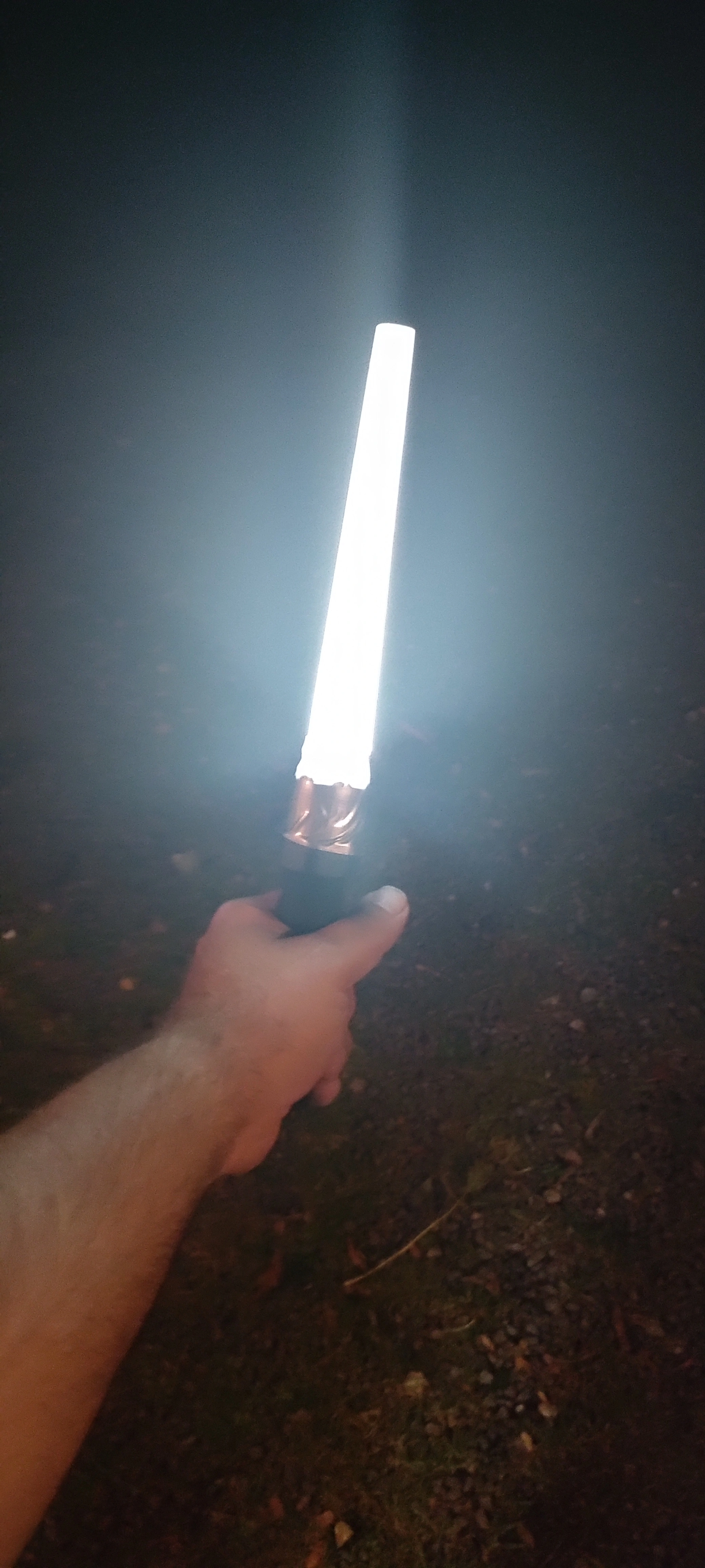
I’m designing a wand attachment for a flashlight. The wand attachment will be about 170-200mm long, slightly cone shaped, and fit securely onto a given flashlight. When attached to the flashlight and the flashlight is turned on, the flashlight will illuminate the wand giving of a red glow.
The purpose of this is to use the wand for directing traffic at night. Don’t worry, we’re licensed to do so and typically asked by the police to do it.
See the picture for an idea of what I’m trying to explain. Disregard the tape and the fact that it’s white PLA. The white PLA is what I had open and the flashlight is not the same as will be used with the final device.
The attachment will be produced in 70-150 copies and handed out to volunteers of my national guard company. The final attachment must therefore be able to take a beating, ie scratches, impacts, temperatures and various rough handling.
I have at my disposal a pool of +10 Cr6-se, one ultimaker s5 and one stratasys uprint se plus.
I’m considering a couple of material choices. TPU or PETG in a couple of the cr6s or PC in ultimaker. The uprint strictly uses some proprietary ABS spools, and all the filament I’ve got for that is ivory white. A buddy of mine has offered to print a release candidate in flexible tough resin. But I don’t think that he has any idea about the scale of the project. So it really narrows down to TPU, PETG or PC. If I’m going to make this rigid I’m going to go for PC, for durability, or TPU for flexibility and durability.
I’ve found a source for PC in transparent and white and TPU (72d, 95a and 98a) in transparent, red or white.
I like the TPU72d in red, but is it the right material? I can’t find anything on the translucency of opaque TPU. In the picture it’s just 1 mm of opaque white PLA, but what about 2 or 3 mm of TPU? Should I just drop the illusions of red opaque TPU and print in clear PC and spray a coat of red paint on the inside? Or clear TPU?
WYD?
At only a couple of line widths in thickness, even “opaque” TPU is pretty translucent. I would use TPU for this application personally. It will by the most drop-safe out of all of the above materials on your list, significantly easier to print than polycarbonate, and its squishiness will probably also be a benefit when at least some of your recipients just can’t resist bonking each other with their diffusers. It’ll also be the most tolerant of having a not-quite-right fit between the printed piece and the flashlight head.
I would be especially mindful of how powerful the flashlights these will be attached to are. I have several reasonably pedestrian LED lights which are certainly capable of getting hot enough over time to deform TPU or PLA, and probably PETG as well. You might want to get your hands on an example of one of the lights this’ll be attached to and run it for several minutes at its highest setting, then measure the temperature of the emitter head. If you guys are using some kind of military grade optical yeti-stunner, attaching a piece of plastic – any plastic – to the end might not be a winning plan.
I know it’s generally frowned upon to be That Guy on a 3D printing forum, but also: Are you sure this is really a suitable application for 3D printing? How soon do you need these? How often? You can get commercially made slip-over traffic wand attachments for flashlights online for around $6 each, probably less if you buy in bulk. And entire ready made LED traffic wands for not much more. Unless you have a bank of printers or a very fast commercial printer, it’s going to take a good couple of hours each at best to knock out a single one of these with an FDM printer. Time + filament costs may make it a better value proposition to just order a shitload of these off of Alibaba or Amazon or something.
I agree with everything that you just said. Thanks for laying it out straight.
I’m going to look into buying the attachments. Yet again have I been too concerned with whether I could (and so on).
I might consider trying out making a single wand, when I get the actual flashlight. Both because I’m learning inventor and to test out TPU. Not knowing anything about the flashlight, the part about the yeti BBQ is worth remembering.
I’d use translucent PETG at the minimum or maybe nylon. A giant nozzle is probably the best option for this application.
Might be worth picking up a few different commercial “flashlight cones” to see what they are made of. Here is one for $5 USD on Amazon: https://a.co/d/625zSQg
If you really want to print them all: TPU. You won’t have any layer adhesion issues and they will deform before they break.
If you want to use your printer and not buy something commercial: print a few sets of molds and cast them out of silicone. Like TPU they’ll deform before they break.
But as others have said, a commercial product might make more sense…
There’s also the question of light transmission through the material (probably has a term but idk) as different materials with different pigments will transmit light differently.
So OP would need to find a partially transparent red TPU so that light will go through it but also needs to diffuse as well.
Yeah commercial product would likely be cheaper here.
Just a minor note: if you do proceed with this, consider carefully the orientation you print in. The Z-direction in FDM 3D prints is almost always the weakest, so you may get better durability by printing these lying on their sides. Worth testing, at least. (Also, everything everyone else said.)
I played with the z-direction initially. Using PLA and making a 1mm thick cone with 0.2mm layers rendered a very unstable product, when laying the cones on the side. But 0.2mm was just a prototype, I’m going to go for something smaller, if I go forward.
Printing standing up, I can do it without support in PLA. Maybe the TPU will start to wobble when the bed moves and the cylinders are +200mm from the bed. Definitely something to play around with.
I’m going to preface this with saying… you’re probably going to get a better product if you buy something mass produced. I would suggest asking a local uniform supply store (the same as served cops and security,) if they do discounts for bulk buys. They’ll usually have a few options for you.
The problem I see is weak layer adhesion leading to it snapping, unless you find some way to print it in a more horizontal orientation. The other issue is how long it’ll take to print (and wastage of failed prints,) vs cost of just buying.
It’s an economy of scale thing.
Okay, that said, I would recommend printing i red or safety-orange asa in spiral mode with a thicker extrusion width, or translucent petg.
(Edit: with translucent petg, you can have more perimeters and better light transmission, if you were doing more complicated geometry. Spiral/vase mode printing will give a single perimeter, with .6-.8mm are easily printable with a .4mm nozzle, 1mm might still be doable. 200% width will print nicely,)
TPU will be tougher and easier to put on… but it’s going to be more difficult to print reliably, IMO, and it’s probably going to have difficulty staying rigid at the thinness you need for being a traffic wand.
Side note from personal experience: stay away from the flashing/strobing modes while using it to direct traffic- it makes it hard to see the gestures when it’s dark, leading to confusion:) (and I’m guessing I don’t need to tell you how dumb people are…)
I hear you on the cost and everything else. I’ve updated my question to reflect this. Thanks for your input on the spiral mode, I’m going to look into getting my slicer to do that - presently I use cura 5.4.
I’m guessing I don’t need to tell you how dumb people are…
Take your average person, how dumb are they? Half the people out there are even worse off.
deleted by creator
So, IIRC, cura calls it ‘vase mode’, rather than ‘spiral’. but they do the same thing. generally you can easily take extrusion widths up to 200% of your nozzle diameter before you start seeing substantial quality differences. (relatively large extrusions widths will also improve adhesion… it’s one of the not-always-spoken secrets to printing water-tight vases.)
Take your average person, how dumb are they? Half the people out there are even worse off.
AYUP. I work as a manager for contract security. I’ve stopped saying “you can’t get any dumber”… the universe seems to take that as a challenge.


{kind=link}