
3·
1 year agoAre you absolutely sure you got the P version? Did you do the setup for Z2M from scratch after making the switch? Are you using USB extension cable?
Are you absolutely sure you got the P version? Did you do the setup for Z2M from scratch after making the switch? Are you using USB extension cable?
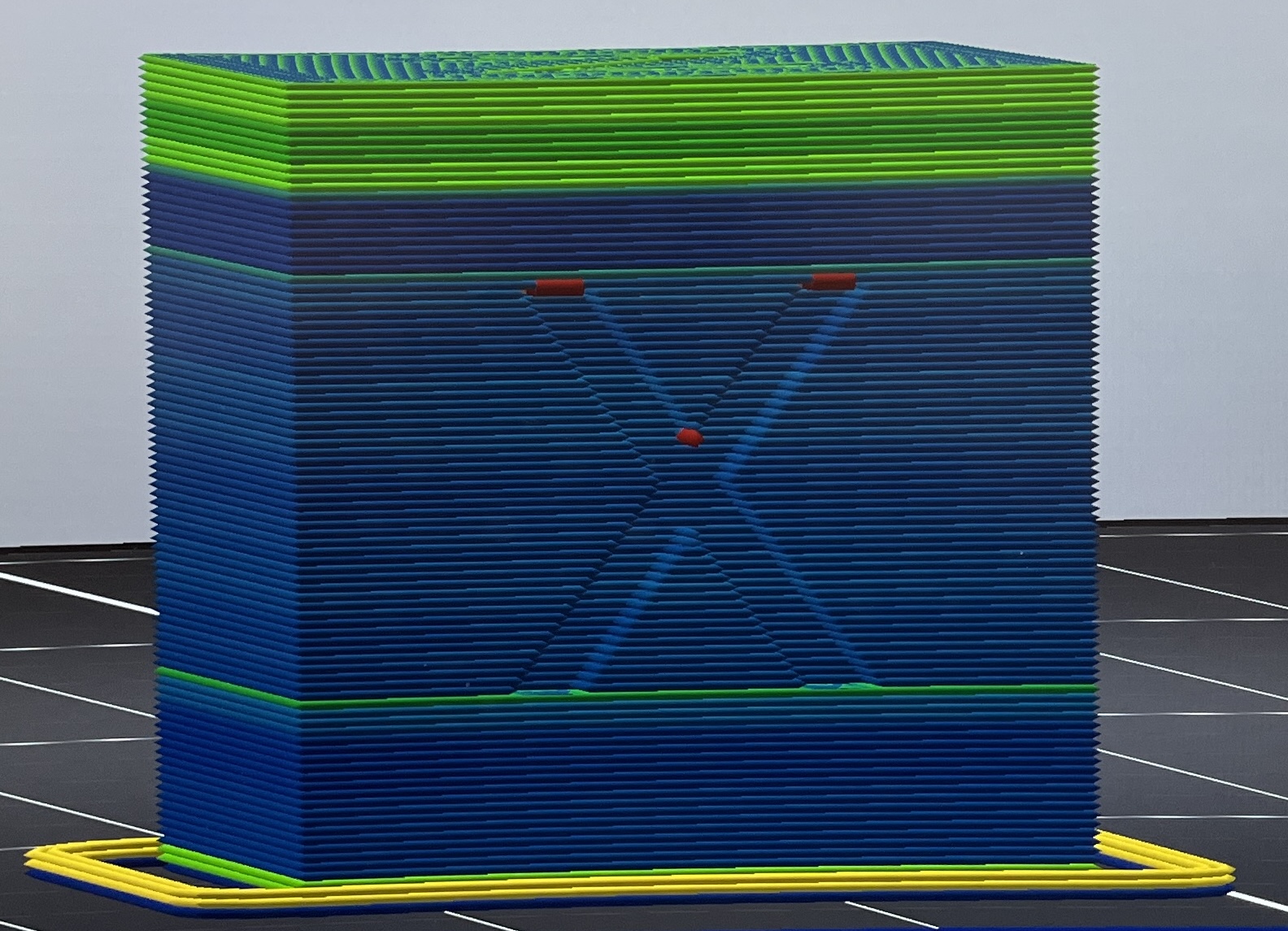
This was max acceleration / max speed test, it’s a 30mm cube (scaled)
Aahh okay! That’s actually funny now when i think about it a bit!
I used to have it but then i just had to throw everything away. Something something why is this junk in our house something something angry wife…
I don’t get it 😔 Care to enlighten me?
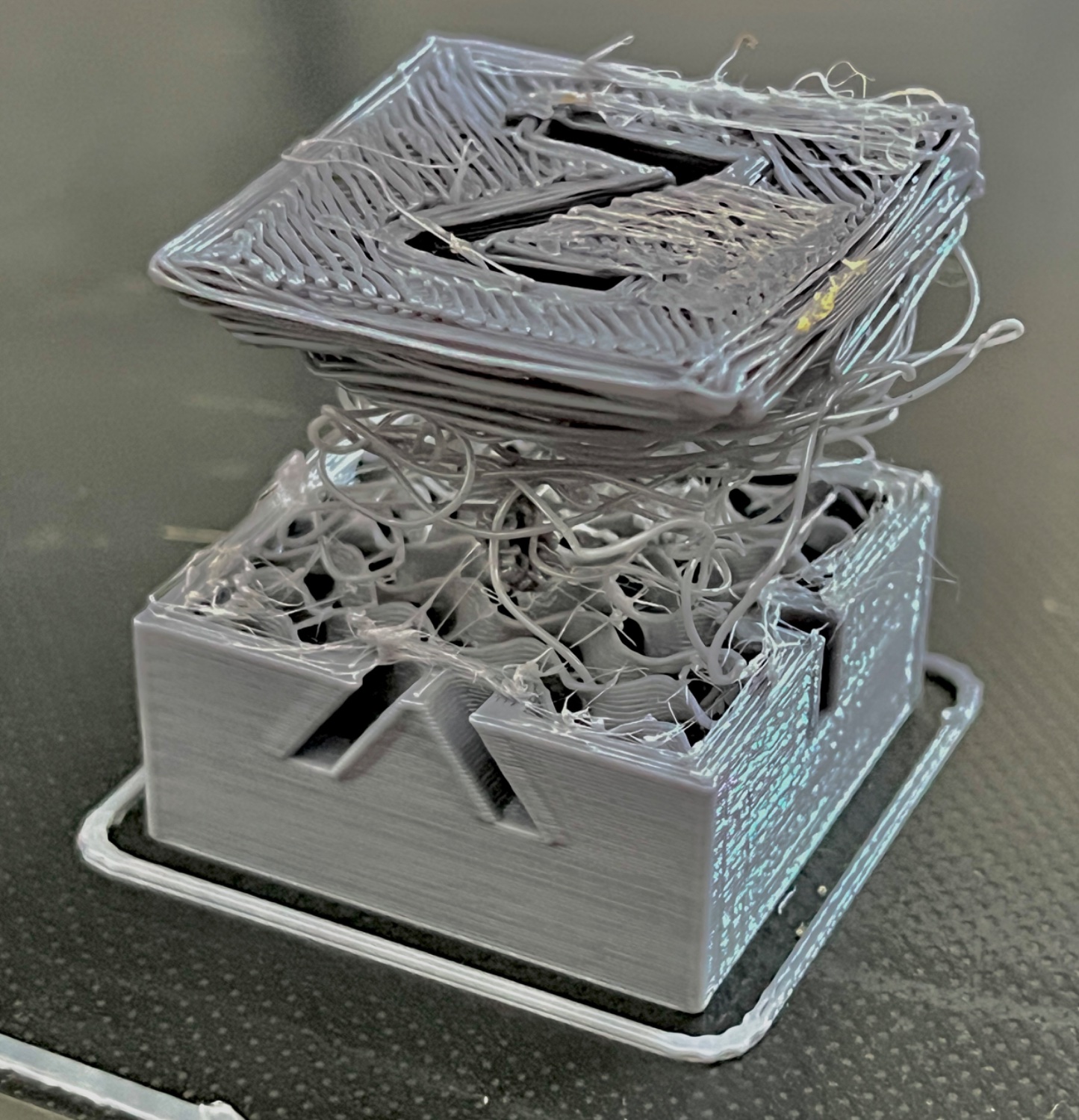
Cooling fan cooled the spaghetti, and when enough got formed, outer perimeters started building the Z support. After some time, the infill actually caught to the flying spaghetti and created a “solid” bottom layer upon other layers managed to stick. Due to the flexible nature of spaghetti structure, the printed part was wobbling quite much and couldn’t retain the dimensional accuracy 😕
We should make a whole keyboard out of this!
You get used to that being a possibility with every print. That’s why you should do everything in your power to have your printer always in shape and operational, although sometimes it will happen no matter what!
Unfortuneatly, this is just waste, straight to the bin.
Maybe i should make a printable model but preserve the “original” “art” “design” 🧐

It’s dynamic speed related settings in prusa slicer. I’m fighting with that silcer for so long that sometimes i overlook some of the settings :(
It took some time to find the culprit.
It’s under:
Filament settings -> Cooling -> Cooling thresholds -> Slow down if layer print time is below: # - and - Min print speed: #
I am running a bit hot, yes, 215, and the extruder is bowden feed. It does tend to ooze a bit like all bowdens do, that’s why i have to get my speeds and accelerations on point, because the “dynamic” speed/extrusion settings never provide good results for this printer and i don’t know how to account for the oozing on speed changes.
I’d love to upgrade to a direct extruder, i’m currently using e3d v6 hot end. Do you have any suggestions?
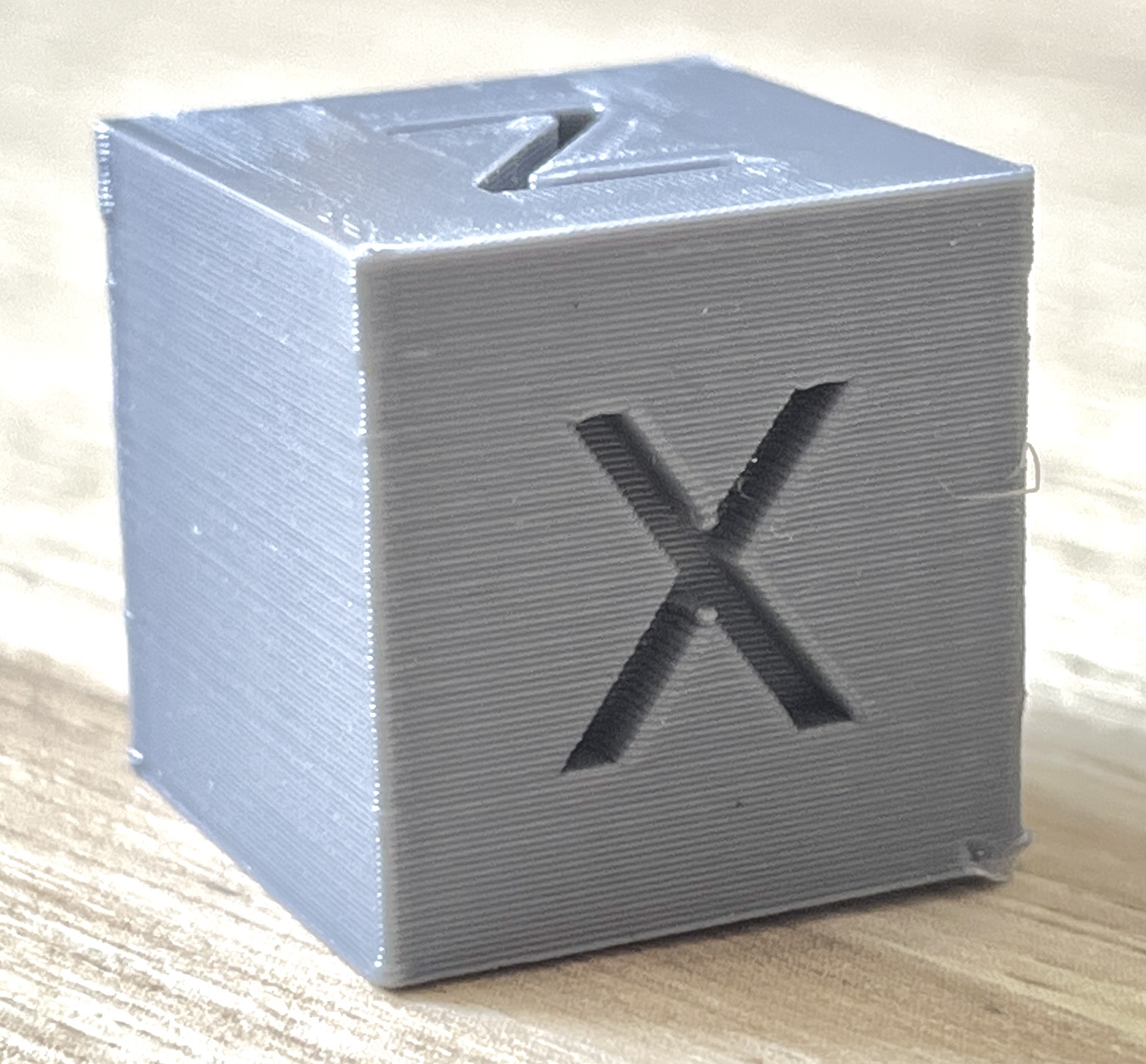
First layer is printed with 0,8mm and half as fast as the others, then the second layer i believe is regular width but still half the speed, that’s why it’s a bit squished down there.
I was mainly worried about the top, as i didn’t set anything speed or extrusion related for anything apart from the first two layers mentioned.
Otherwise, prints are okay, but i like to print a calibration cube every now and again just to check for possible maintainance required.
It’s a prusa-style printer, no make or model, i put it together from parts laying around! Edit: Z axis is fine, i regulary print tall objects and there’s no wobble, but thanks!
Damn, i would’ve never thought about that. Went to check the speed in prusa, would you look at that…
Perfectly corresponds to the bulges.
Thank you, Detective Carighan!
Check if your extrusions are straight if you’re reusing chinesium. Watch out when/while building the Z axis, you don’t want to print parallelepipeds! Otherwise no advice, it’s pretry straightforward.
{kind=link}
{kind=link}
Can you provide the part numbers of sensors you’re trying to pair? You said you managed to successfully pair one of each, that would indicate that the sensors are supported by both Z2M and your router. Did you physically move the router away from the USB ports? How are you running HA? Bare metal, VM, container, supervised?